Пената за седишта генерално се однесува на полиуретанска пена, која е направена од двокомпонентни материјали плус соодветни адитиви и други мали материјали, кои се пени преку калапи.Целиот производствен процес е поделен на три процеси: фаза на подготовка, фаза на производство и фаза на пост-преработка.
1. Фаза на подготовка – влезен преглед + мешање
①Инспекција на дојдовен материјал:
Главно проверете дали содржината на вода и вискозноста на полиетерот ги исполнуваат барањата.Оваа ставка е особено важна во зима на север.
Бесплатно пробно производство на пена се врши и за влезните материјали, главно со мерење за да се потврди дали ги исполнуваат условите за статусот на производство.
②Мешање:
Мешањето се врши според утврдената формула, а во моментов се користи опрема за автоматско мешање.Системот за пена на седиштата на FAW-Volkswagen е поделен на два вида: композитен материјал и материјал за самомешање.
Комбиниран материјал:) А+Б директно се мешаат два мешани раствори
Само-слејување: измешајте POLY, односно основен полиетер + POP + адитиви, а потоа измешајте POLY и ISO

2. Фаза на производство – производство на јамка
Општо земено, производството на јамка се усвојува, главно преку неколку процеси како што се истурање, формирање, расклопување и чистење на мувла, како што следува:
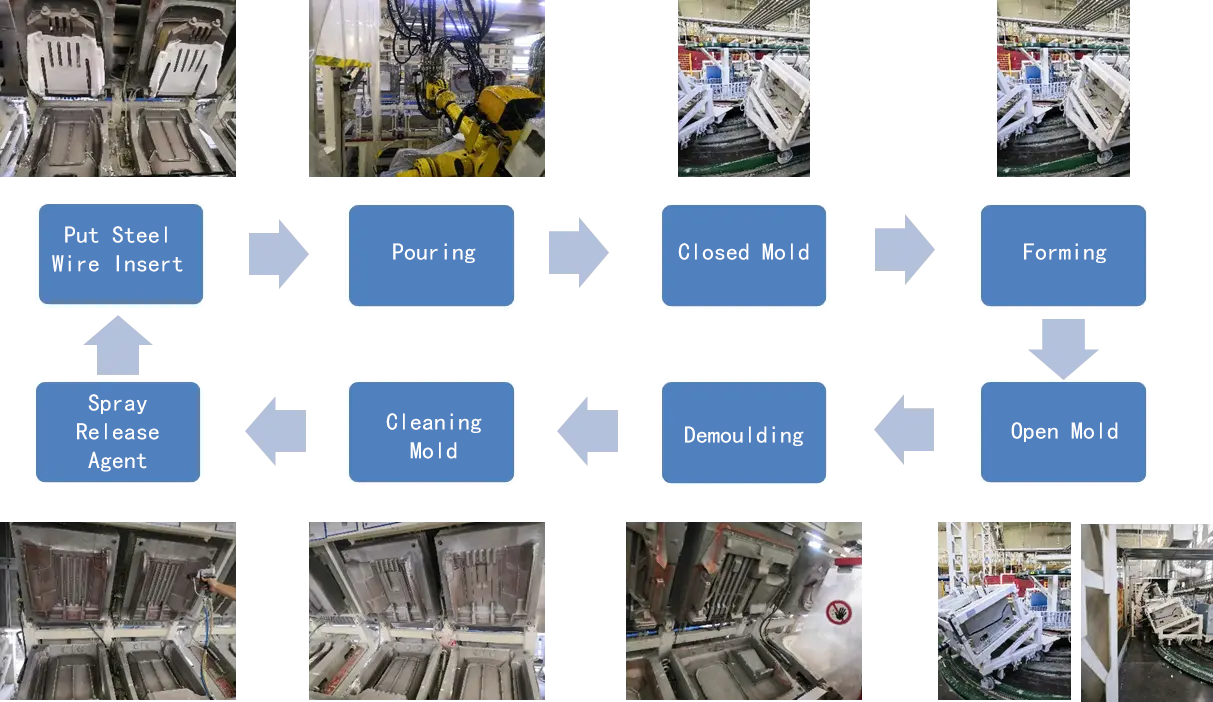
Меѓу нив, истурањето е клучот, кој главно го завршува манипулаторот за истурање.Се користат различни постапки на истурање според различни положби на пената на седиштето, односно се истураат пени во различни региони, а параметрите на процесот се различни (притисок, температура, формула, густина на пенење, пат на истурање, индекс на одговор).
3. Фаза по обработката - вклучувајќи дупчење, отсекување, кодирање, поправка, прскање восок од придушувач, стареење и други процеси
①Дупка - Целта на отворањето е да се спречи деформација на производот и да се зголеми еластичноста.Поделен на тип на вакуум адсорпција и тип на ролери.
Откако пената ќе излезе од калапот, потребно е што поскоро да се отворат ќелиите.Колку е пократко времето, толку подобро, а најдолгото време не треба да надминува 50 секунди.
②Пена за средување на рабовите Поради процесот на издувување на мувлата, на работ на пената ќе се создадат некои трепкања од пена, што ќе влијае на изгледот при покривање на седиштето и треба да се отстранат рачно.
③Кодирање – се користи за следење на датумот на производство и серијата на пена.
④Поправка - Пената ќе предизвика мали дефекти во квалитетот за време на производствениот процес или процесот на расклопување.Општо земено, лепилото се користи за поправка на дефектите.Сепак, FAW-Volkswagen пропишува дека површината А не смее да се поправа, а постојат посебни стандарди за квалитет за ограничување на поправките..
⑤Спреј восок што апсорбира звук - функцијата е да го спречи триењето помеѓу пената и рамката на седиштето за да генерира бучава
⑥Стареење - Откако ќе се обликува пената од калапот, материјалот за пенење генерално не е целосно реагиран и потребни се микрореакции.Општо земено, пената се суспендира во воздухот со контактна мрежа 6-12 часа за стврднување.

отворање

Сечење

пост-зреење
Токму поради толку сложениот процес, пената на седиштата на Volkswagen има одлична удобност и заштита на околината со низок мирис и ниска емисија на штетни гасови.
Време на објавување: 15-февруари 2023 година